Le Brasage au four sous-vide, par induction, à la flamme,
ATECA réalise des brasages au four sous vide ou sous gaz, par induction et à la flamme : à destination des métiers de l’aéronautique, de la mécanique de précision, …
Le brasage constitue une véritable science avec l’augmentation croissante du niveau de connaissance des métaux et de leurs comportements.
Une opération de brasage répond aux critères suivants :
- Absence de fusion des pièces à assembler (température de fusion du métal d’apport inférieure à celle du métal des pièces).
- Capacité du métal d’apport à mouiller les surfaces des pièces à assembler en laissant à leur surface une pellicule fine et permanente.

Deux familles de brasage existent :
• Le brasage tendre utilisant des métaux d’apport dont la température de fusion est inférieure à 450°C
• Le brasage fort utilisant des métaux d’apport dont la température de fusion est supérieure à 450°C.
De nombreux procédés de chauffage sont utilisés en brasage :
• Le brasage à la flamme
• Le brasage au four (sous atmosphère contrôlées ou sous vide)
• Le brasage par induction
• Le brasage par résistance
• Le brasage au trempé
Principales opérations d’un brasage :
- Ajustement des pièces pour obtenir un jeu adapté au métal d’apport et lui permettre de pénétrer dans le joint à remplir
- Elimination sur les surfaces à assembler de toutes traces d’impureté et d’oxyde
- Pour certains types de brasage, application d’un flux éliminant les oxydes et évitant l’oxydation à chaud
- Chauffage
- Nettoyage (si des flux ont été utilisés)
- Contrôles : Micrographique, test de fuite, radiographie X, capillarité
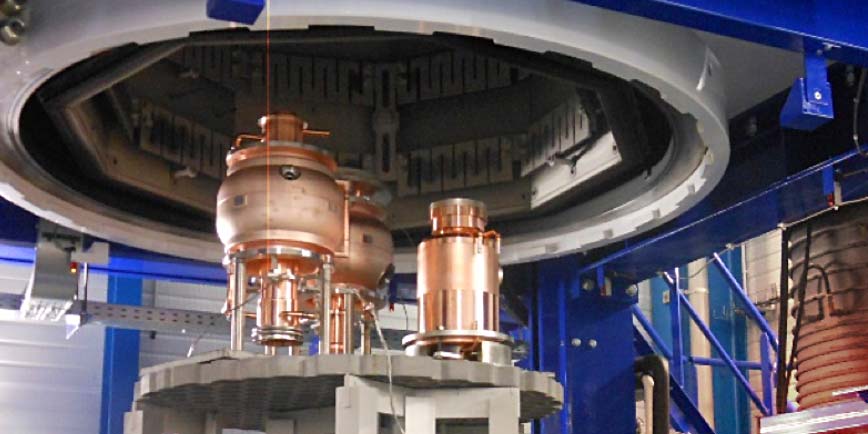
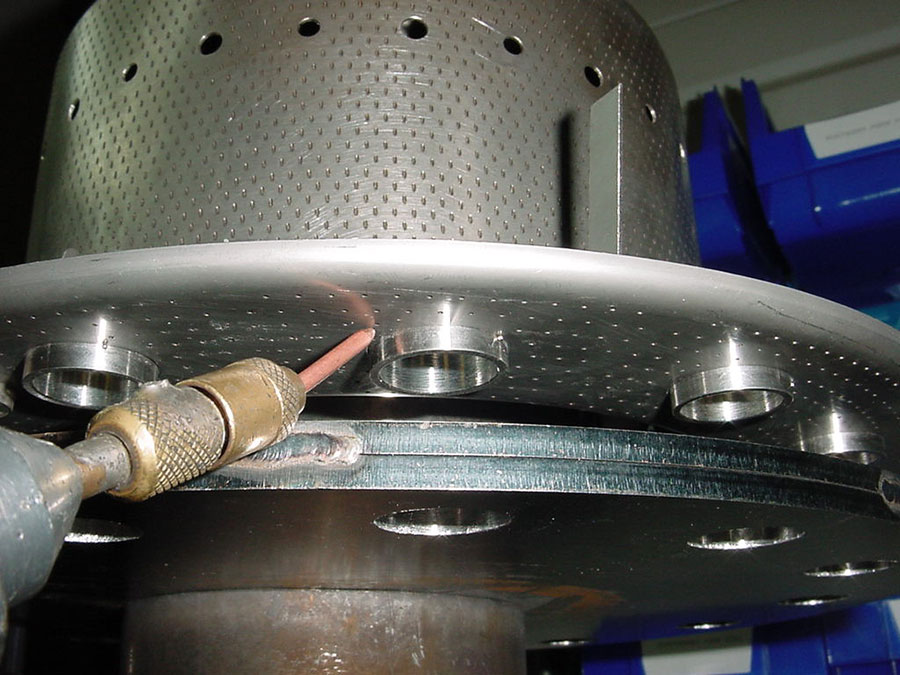
Brasage au four sous vide
Le brasage au four est utilisé lorsqu’il est possible de pré-assembler les pièces à braser en plaçant le métal d’apport dans le joint ou près du joint. Le métal d’apport mis en place peut se présenter sous forme de clinquant, de pâte, de ruban,… L’utilisation d’un four permet d’avoir un chauffage homogène de l’ensemble de la pièce limitant les déformations liées aux hétérogénéités de température. Le fait de travailler sous vide empêche toute oxydation et évite l’utilisation de flux.
Les fours de brasage sont soumis à une surveillance très stricte de tous les organes de contrôles de température et de vide, permettant ainsi de parfaitement maîtriser chaque cycle de brasage.
Les brasures utilisées sont essentiellement à base de Chrome, de Nickel et de Silicium.
Ce procédé permet de braser des pièces en Inox ou inconel avec des alliages de brasure composés de Nickel/Chrome/Silicium, des pièces en Titane avec des alliages composés de Titane de Nickel et de Cuivre, et des pièces en Cuivre avec des alliages composés d’Argent de Cuivre ou d’Or.
Les opérations sont réalisées sur des pièces pouvant peser de quelques grammes jusqu’à plusieurs centaines de kilos.
Brasage par induction
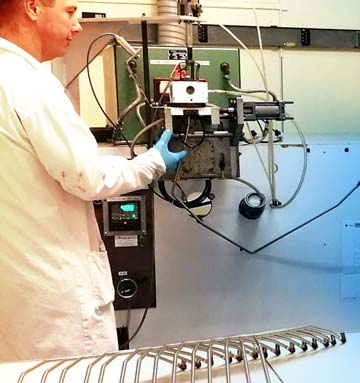
La chauffe s’effectue par l’intermédiaire d’un inducteur placé autour de la zone de la pièce à braser et ayant une forme adaptée à celle-ci.
Cet inducteur est parcouru par un courant alternatif à haute fréquence qui génère un courant induit dans la pièce. Ce courant induit va créer en quelques secondes un échauffement superficiel localisé.
La pièce peut être placée dans une enceinte remplie de gaz de protection ou bien enduite de flux. Le métal d’apport est placé dans le joint avant brasage.
Nous effectuons généralement ces opérations de brasage sur des canalisations de moteurs d’avion et effectuons des contrôles finaux en radiographie X du joint brasé.
Pour cette activité nous concevons et fabriquons les inducteurs et outillages nécessaires à chaque type de pièce.
Brasage à la flamme
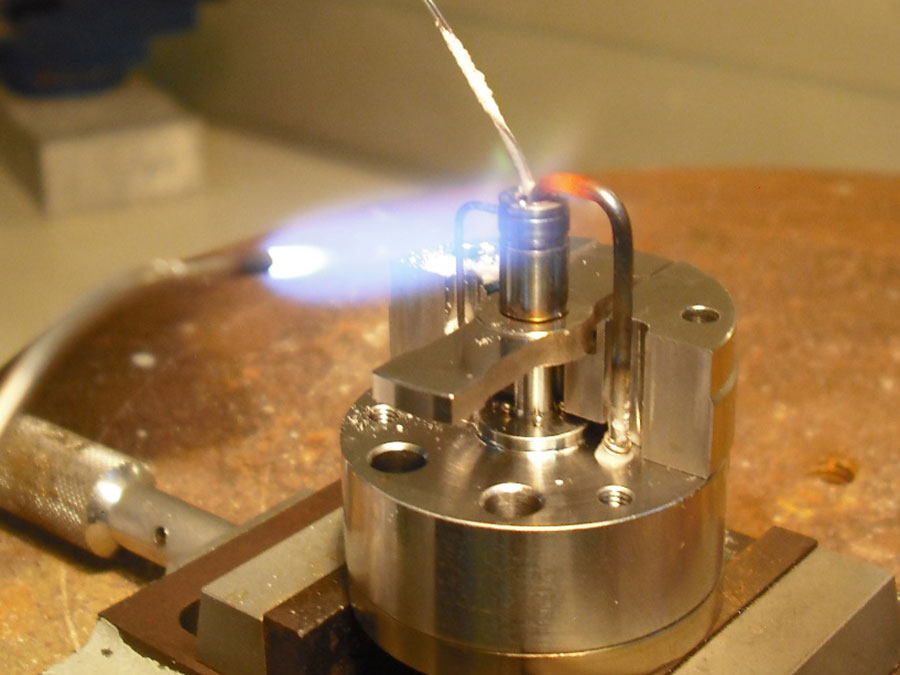
Comme son nom l’indique, la chauffe des pièces est réalisé à la flamme d’un chalumeau. Selon la température que l’on désire obtenir et la quantité de chaleur que l’on veut dégager, différentes tailles de chalumeau et différents gaz sont utilisés : Mélange oxygène-acétylène ou propane.
Le métal d’apport est placé dans le joint avant brasage ou bien alimenté manuellement. Les zones de brasage des pièces sont enduites d’un flux adapté.
Les brasures que nous utilisons sont essentiellement des alliages à base d’Etain pour les brasages tendres et à base d’Argent pour les brasages forts.
Nous effectuons généralement ces opérations sur des pièces complexes de petites dimensions avec des exigences de résultat élevées, ce qui nécessite des opérateurs expérimentés, ayant une très bonne dextérité.
Diverses réalisations de Brasage